







Следящий ГП обычно включает гидравлический усилитель или гидрораспределитель, гидродвигатель, обратную связь по регулируемому параметру и систему гидропитания. Характерным признаком следящего ГП является наличие отрицательной обратной связи по регулируемым параметрам, к которым относятся положение объекта управления или его производные (скорость, ускорение).
Рассмотрим работу однокоординатного следящего привода, которым оснащен токарный гидрокопировальный станок (рис.6.22а). Продольные салазки 5 перемещаются по направляющим станины 4 от электрического или ГП (не показан). Поперечный копировальный суппорт 6 движется по направляющим продольных салазок, которые располагаются под углом β к оси вращения 9 (оси шпинделя станка). Угол β составляет 45° или 60°.
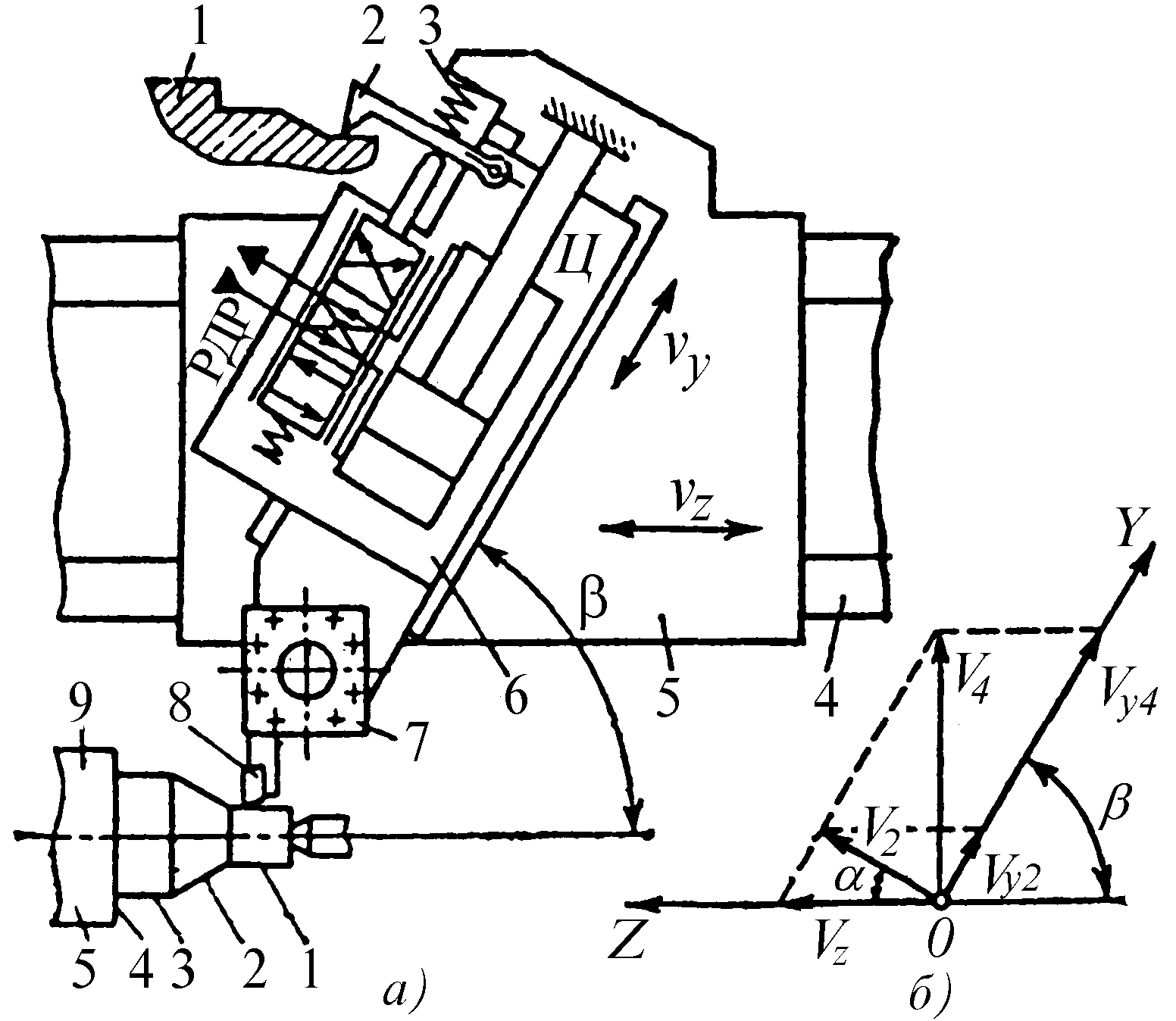
Рис.6.22. Схема работы гидрокопировального суппорта с однокоординатным приводом
На копировальном суппорте смонтирован резцедержатель 7 с закрепленным резцом 8. Шаблон 1 неподвижно закреплен на станине
Перемещение копировального суппорта 6 осуществляется гидравлическим следящим приводом, аналогичным рассмотренному на рис.6.2.
Управляющее воздействие на золотник РДР осуществляется через щуп 2, который поджат пружиной 3, более сильной, чем пружина золотника. При обработке продольные салазки 5 движутся влево с постоянной скоростью vz (задающая подача). Наконечник щупа2 поджимается к шаблону 1 и перемещается по его контуру. Ось поворота щупа закреплена на копировальном суппорте и при движении наконечника по шаблону в поперечном направлении щуп поворачивается вокруг оси в ту или другую сторону и перемещает золотник РДР. Суппорт 6 перемещается в следящем режиме и отрабатывает заданные перемещения.
В результате сложения продольного и поперечного движений вершина резца 8 воспроизводит движение наконечника щупа 2, и на заготовке обрабатываются поверхности 1…5, обозначенные на рис.6.22, и повторяющие в продольном сечении профиль шаблона. При обработке цилиндрических участков 1, 3 и 5 наконечник щупа, а значит и резец, не перемещаются в поперечном направлении. Поэтому подача v резца вдоль обрабатываемой поверхности (по касательной к профилю) будет равна скорости задающей подачи v1 = v3 = v5 = vz.
Этим объясняется наклонное расположение копировального суппорта, которое ограничивает возможности обработки на спадающих участках профиля заготовки. Поэтому наряду с простыми системами с постоянной задающей подачей в токарных гидрокопировальных станках используются более сложные системы с зависимой задающей подачей. В этих системах задающая подача автоматически снижается при увеличении следящей подачи и наоборот. Скорость результирующей подачи при этом можно поддерживать постоянной.
Рассмотрим работу однокоординатного следящего ГП в копиро-вально-фрезерном станке (рис.6.23). Следящее движение выполняет шпиндельная бабка 5 с фрезой 4. Заготовку 3 и шаблон (копир) 7 закрепляют на столе 2, который перемещается в продольном направлении со скоростью задающей подачи по направляющим салазок 1. Шпиндельная бабка отслеживает вертикальное перемещение наконечника щупа 6, и фреза повторяет на заготовке профиль шаблона в данном продольном сечении. После окончания рабочего хода салазки 1 смещаются в поперечном направлении по направляющим основания 8 на небольшую величину. Далее включается обратное движение стола и обрабатывается профиль в соседнем продольном сечении. При такой обработке пространственная фигура разбивается на ряд плоских сечений, которые обрабатывают последовательно.
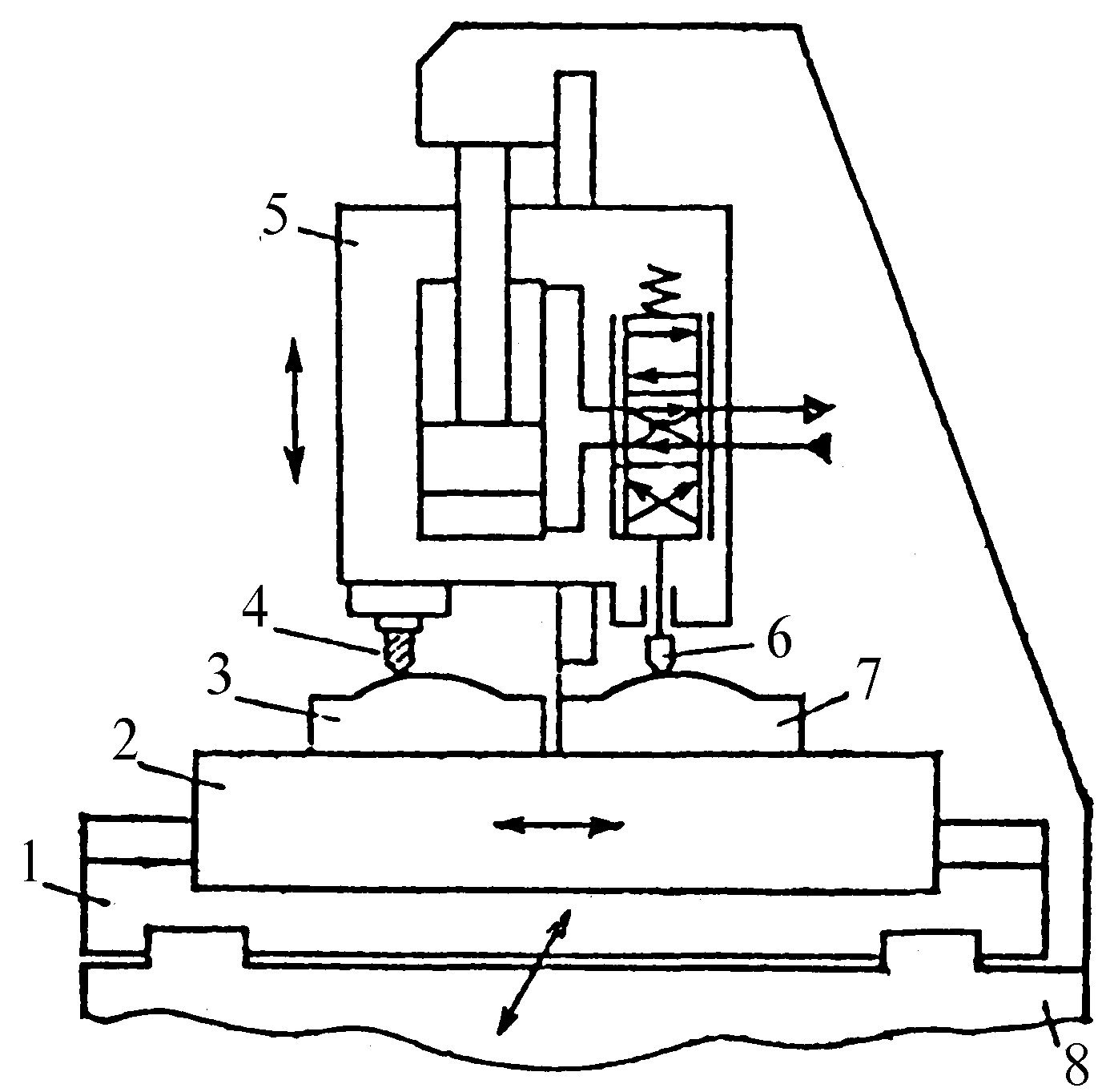
Рис.6.23. Схема однокоординатного следящего гидропривода копировально-фрезерного станка
В станках фрезерной группы используются также более сложные двухкоординатные следящие приводы, в которых обеспечивается перемещение РО в следящем режиме одновременно по двум координатам, причем управление выполняется от одного щупа. С увеличением скорости слежения увеличивается скоростная погрешность. Для преодоления нагрузок, действующих на РО, необходимо создать перепад давлений в полостях гидродвигателя, т.е. также дополнительно сдвигать Рис.6.23. Схема однокоординатного следящего гидропривода копировально-фрезерного станка золотник относительно корпуса, что создаст дополнительную погрешность при слежении. В копировальных станках погрешность слежения приводит к отклонению профиля обработанной детали от профиля шаблона, т.е. к погрешности копирования.
Для повышения точности обработки следует повышать чувствительность привода.
Однако увеличение чувствительности ГП приводит к тому, что выходное его звено вместе с РО начинает перебегать положение равновесия и совершать колебания около этого положения. Эти колебания могут превратиться в незатухающие с увеличивающейся амплитудой. Такой привод называют неустойчивым. Обработка на станке при потере приводом устойчивости становится невозможной.
Следящие ГП можно подразделить на ряд видов.
Однокоординатный следящий привод с недифференциальным цилиндром и четырехкромочным золотником рассмотрен в предыдущем изложении.
Однокоординатный следящий привод с дифференциальным цилиндром и однокромочным золотником (рис.6.24а). Площадь поршня 5 исполнительного двигателя в полости В в два раза больше, чем в полости А. Цилиндр этого двигателя соединен с элементом станка, совершающим ведущее движение, а шток поршня присоединен к копировальному суппорту 6. В поршне выполнено отверстие а, которое связывает полости А и В цилиндра. Корпус следящего золотника 2 соединен с копировальным суппортом, а плунжер 3 связан со щупом.
Когда щуп следящего золотника не контактирует с копиром 1, плунжер 3 занимает крайнее нижнее положение, при котором проход рабочей среды на слив закрыт. Насос нагнетает жидкость в штоковую полость А цилиндра 4. Так как полости А и В связаны между собой, а выход из полости В закрыт, то в них возникает одинаковое давление. Из-за разности площадей поршня с разных его сторон, копировальный суппорт начинает движение на изделие. Это продолжается до тех пор, пока щуп следящего золотника, встретив копир, не переместится вверх. Тогда открывается проход жидкости из полости В в бак. Давление в этой полости понижается, так как отверстие а имеет небольшой диаметр. Если проходное отверстие в следящем золотнике имеет такой размер, что давление в полости В становится равным половине давления в полости А, то подачи копировального суппорта не происходит, и это положение соответствует продольному точению цилиндрической поверхности. При дальнейшем смещении плунжера под действием копира давление в полости В падает и становится меньше давления в полости А, и копировальный суппорт получает следящую подачу от изделия.

Рис.6.24. Виды гидрокопировальных приводов
По аналогичному принципу работает система, показанная на рис.6.24б. Следящий золотник расположен внутри штока поршня исполнительного двигателя 3. Когда щуп 8не контактируется с копиром 7, плунжер 2 золотника отжат пружиной влево, и доступ жидкости из полости А в полость В через каналы 4 и 5 закрыт, – поршень 6 перемещается вправо и щуп приближается к копиру. Под действием копира щуп, поворачиваясь, смещает плунжер 2 относительно штока 1 вправо. Это приводит к открытию прохода жидкости из полости А в полость В. Когда давление жидкости в полости В станет равным половине давления в полости А, наступает равновесие – движение поршня прекращается.
При дальнейшем воздействии копира на щуп плунжер смещается еще больше, давление в полости В превышает половину давления в полости А, и поршень начинает перемещение влево.
Однокоординатная система с недифференциальным цилиндром и однокромочным золотником (рис.6.24в). В этой системе применен односторонний исполнительный двигатель. Рабочая следящая подача осуществляется в вертикальном направлении снизу вверх, а обратное холостое перемещение происходит под действием веса стола. Масло от насоса поступает одновременно и к двигателю, и к золотнику. Пока щуп золотника не контактирует с копиром, плунжер находится в крайнем верхнем положении и проход жидкости через золотник закрыт. Происходит вертикальная подача стола вверх. Когда щуп войдет в соприкосновение с копиром, плунжер опустится вниз и откроет проход жидкости в бак. Проходная щель увеличивается и достигает размера, при котором вся жидкость, подаваемая насосом при таком давлении, сливается в бак, - следящая подача прекращается и стол сохраняет достигнутое положение. Дальнейшее увеличение размера щели вызывает падение давления, и стол под действием собственного веса опускается.
Недостаток односторонних двигателей - возможность возникновения силы резания, значительно превосходящей вес стола. В таких случаях нужно создать противодаление. Для этого цилиндр может быть выполнен двухполостным, и во вторую полость масло подается под небольшим давлением от дополнительно встроенного насоса.
Однокоординатная система с дифференциальным цилиндром и двух-кромочным золотником (рис.6.24г). В этом случае отверстия в поршне 5 нет и связь между полостями А и В цилиндра 4 отсутствует. Насос подает масло в золотник 2 и полость А. Пока щуп золотника не контактирует с копиром 1, плунжер 3 занимает крайнее нижнее положение, при котором открыт проход жидкости от насоса к полости В; масло поступает одновременно в обе полости, и из-за разности площадей поршня в них суппорт подается на изделие. Под воздействием копира плунжер движется вверх и может занять положение, при котором проход в полость В закрыт, поэтому следящая подача отсутствует. При последующем воздействии копира на плунжер 3 в том же направлении полость В соединяется со сливом. В результате суппорт перемещается от изделия.
Однокоординатные системы с зависимой скоростью ведущего движения. Величина подачи представляет результирующую геометрического сложения скоростей ведущей и следящей подач. Чтобы обеспечить постоянство подачи при разных углах копира, а также для обработки профилей с общим углом до 180°,используется зависимая ведущая подача. Скорость ведущего движения устройств этого типа находится в обратной зависимости от скорости следящего: с увеличением последней уменьшается, а с понижением - растет.
Копировальные устройства этого типа (рис.6.25) оснащены двумя поршневыми двигателями с косой шайбой 6 – для ведущего и 5 – для следящего движения. Масло от насосов подается одновременно к трем элементам: к двигателю ведущей подачи 6, к распределительному золотнику ичерез демпфирующее отверстие2к следящему золотнику 1.
Когда плунжер 4 распределительного золотника занимает среднее положение, доступ масла к двигателю следящего движения блокирован, и ведущее движение осуществляется с максимальной скоростью. По мере смещения плунжера от среднего положения влево или вправо открывается доступ масла в двигатель следящего движения. Скорость последнего будет возрастать в зависимости от смещения. Одновременно с этим постепенно падает скорость ведущего движения. Это обусловлено тем, что пропускное сечение в золотнике для выхода масла от соответствующего двигателя в бак постепенно сокращается.
Когда плунжер достигает одного из крайних положений, выход масла на слив от двигателя ведущей подачи полностью прекращается, и имеет место только следящая подача. Положение плунжера распределительного золотника зависит от давления масла на его торец. Величина этого давления определяется положением плунжера следящего золотника.
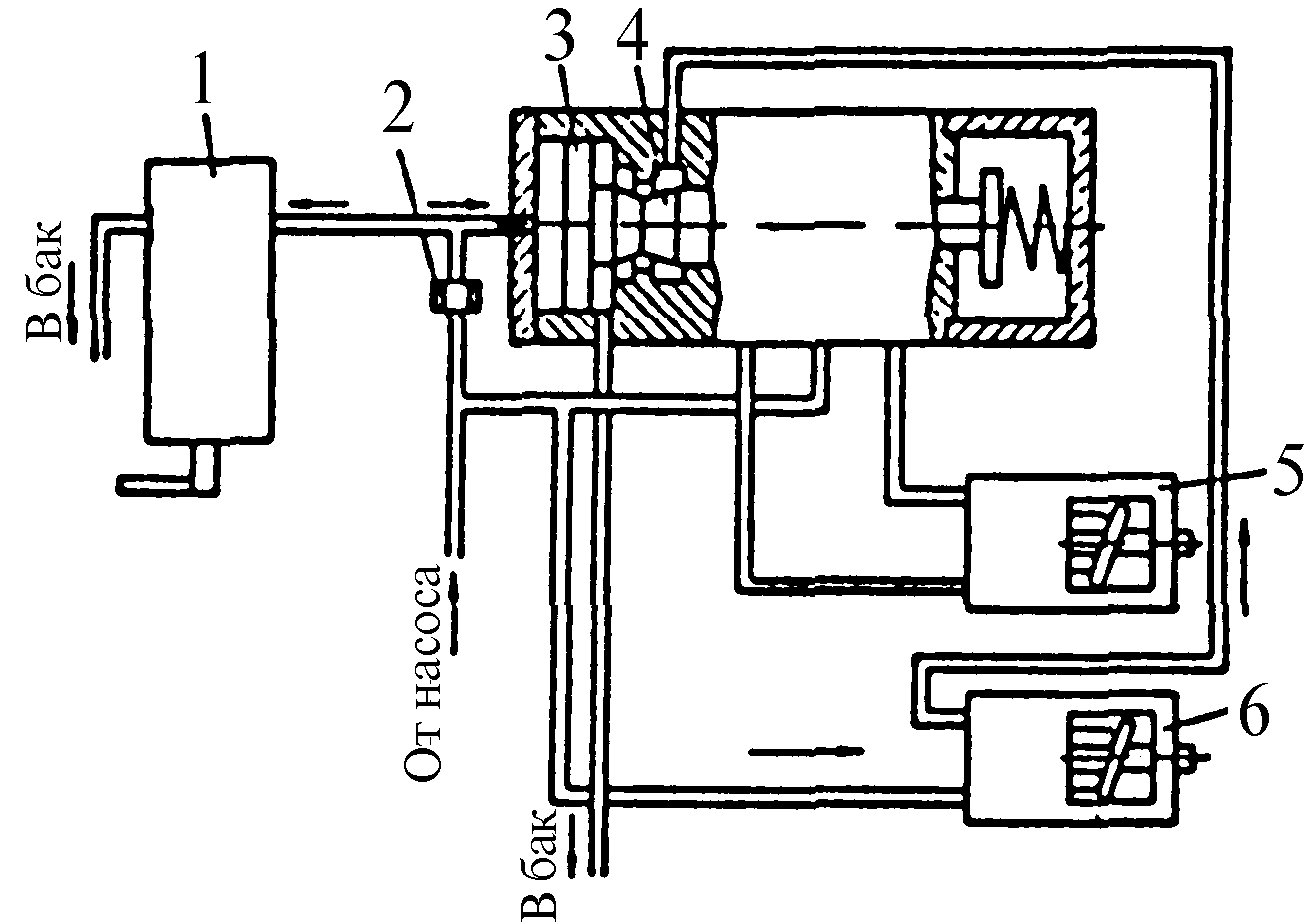
Рис.6.25. Копировальное устройство
В другом гидрокопировальном устройстве с зависимой подачей (рис.6.26) масло от насоса подается одновременно в следящий золотник 4 и через реверсивный золотник 2 – к двигателю 10 ведущей подачи. Когда нет давления на щуп, пружина (на рисунке не показана) отжимает плунжер следящего золотника вниз, и масло из трубопровода 3 поступает в полость À двигателя следящей подачи. Это заставляет копир 8 переместиться к щупу 7 следящего золотника. Полость Â в этот период соединена с баком через шариковый клапан 5. Ведущая подача Рис.6.25. Копировальное устройство отсутствует, так как выход масла от двигателя 10 через золотник 2, редукционный клапан 1, дроссель 12 и трубопровод 9 на слив в бак закрыт плунжером распределительного золотника.

Рис.6.26. Копировальное устройство с зависимой подачей
Под воздействием копира щуп 7 немного отклоняется. Поэтому плунжер следящего золотника приподнимается настолько, что открывает доступ масла из трубопровода 11 в трубопровод 9. Начинается ведущая подача, которая сочетается с продолжающейся следящей подачей на изделие. Чем больше поднимается плунжер, тем больше проход масла на слив, тем больше скорость ведущего движения и одновременно тем меньше проход масла в полость А и скорость следящего движения. Когда плунжер достигает среднего (нейтрального) положения, доступ жидкости в полость А двигателя 6 блокируется. Поэтому следящее движение отсутствует, и осуществляется только ведущая подача. Если на поверхности копира есть наклонные выступы, то это заставляет щуп золотника отклонится еще больше. В этом случае плунжер распределительного золотника займет положение, при котором масло из трубопровода будет направлено в полость В двигателя 6. Следящее движение тогда будет совершаться в направлении от изделия. Чем больше скорость этого движения, тем меньше ведущая подача.
Система с вибрирующими золотниками. При особо повышенных требованиях к точности работы следящих систем, а также для увеличения чувствительности копирования используются золотники с вибрированием. Вибраторы подразделяются на механические, электрические и магнитные. В механических вибраторах вибрация создается с помощью вращающегося эксцентрика или кулачка; в электрических – колебательная система состоит из двух электромагнитов, притягивающих поочередно упругую пластинку; в магнитных—по электромагниту пропускается ток, вызывающий колебательное движение якоря.
На рис.6.27 приведена конструкция вибрирующего золотника. Щуп 9 имеет возможность осевых и угловых движений, передаваемых посредством шаровой головки и рычага 2 к плунжеру 1 следящего золотника. Когда щуп не контактирует с копиром, плунжер 1 пружиной 10 фиксируется в верхнем (соответственно рисунку) положении. Проход масла через золотник 1 закрыт, и следящая подача происходит на изделие. Воздействием копира на щуп плунжер 1 опускается. По мере его опускания канал а открывается все больше и больше. Тем самым открывается проход масла из цилиндра через каналы а и б в бак. Скорость следящей подачи на изделие уменьшается. При среднем положении плунжера эта подача прекращается полностью. При дальнейшем перемещении плунжера 1 от среднего положения вниз изменяется направление следящей подачи. При этом режущий инструмент отходит от изделия.

Рис.6.27. Копировальное устройство с вибрирующим золотником
Ось 2а рычага 2 фиксирована в рычаге 5, на правом конце которого установлен ролик 6, находящийся в постоянном контакте с кулаком 7. Он получает вращательное движение от электродвигателя 8 через две пары зубчатых передач. Включение электродвигателя вызывает колебательное движение рычага 5 вокруг своей оси 4, а, следовательно, и вибрирование плунжера 1 (до 30 колебаний в секунду с длиной хода до 1,2 мм). При значительных осевых смещениях щупа замыкается контакт микропереключателя 3, и работа станка останавливается.
Двухкоординатные системы. Такие системы обладают значительно более сложным устройством, чем однокоординатные. Они используются только в случаях, когда угол профиля превышает 180°. В такой системе (рис.6.28а) применены два насоса: 19 - высокого давления и 20 - низкого давления. Первый предназначен для подачи масла к двигателям продольной 15 и поперечной 13 подач. Второй служит только для управления положением распределительных золотников. Для этого масло от насоса 20 подается через демпферные отверствия к двум парам 1 и 2 следящих золотников. В зависимости от положения щупа 4, на который действует копир 3 (рис.6.28б), изменяется положение плунжеров следящих золотников, и проход масла через них на слив меняется. В результате этого меняется давление в полостях 5,16 и 8,12. Это изменит положение плунжеров 11 и 17 распределительных золотников для сохранения равновесия между силами давления жидкости в указанных полостях и силами, развиваемыми плоскими пружинами 6 и 9. Величина сил последних устанавливается путем изменения жесткости пружин за счет перемещения колодок 7 и 10.
Прижим щупа 4 к копиру 3 обеспечивается за счет давления плунжеров 21 (рис.6.28а и б). Величина подачи определяется жесткостью пружин 6 и 9, а ее направление—последовательностью соединения следящих золотников 1 и 2 с плунжерами 21.
Клапаны 14, 18 обеспечивают постоянство перепада давления в сливных щелях соответствующих золотников
