



Станции смазки оборудования
Эксплуатационная долговечность оборудования при сохранении его первоначальных технических характеристиках определяется во многом ресурсом работы трущихся поверхностей его узлов и деталей. Долговечность работы станка возможна при регулярном и правильном их смазывании. Смазывание в станках необходимо для уменьшения потерь мощности на трение, снижения технологической системы и уменьшения износа трущихся поверхностей. Смазывание обеспечивает длительное сохранение точности оборудования, повышает его КПД, способствует поддержанию допустимой рабочей температуры в зоне резания. В зависимости от условий работы трущихся пар используются различные смазки станков: индустриальные масла 12, 20, 30, 45 и 50, цилиндровое легкое 11 и марок Л и Т, синтетический солидол Сс, консистентные смазки.
В зависимости от конструктивных особенностей станка и отдельных его узлов, а также условий их эксплуатации применяют ручную, капельную и фитильную,. циркуляционную, комбинированную смазки и смазку разбрызгиванием.
Чем больше удельная нагрузка и выше температура поверхностей деталей, тем более вязким должно быть масло. При высоких скоростях перемещения этих деталей применяют масло меньшей вязкости. Температура застывания должна быть меньше нижней границы температуры помещения, а температура вспышки – выше максимальной рабочей температуры. Для смазывания механизмов коробок скоростей и подач используют масла средней вязкости, для смазывания направляющих — повышенной вязкости и специальные сорта, для смазывания шпиндельных подшипников скольжения — маловязкие. Подача смазки осуществляется вручную и автоматически.
В автоматических линиях и агрегатных станках используется централизованная система смазки станка с периодической дозированной подачей масла в заранее предусмотренные точки. Такую же систему применяют в универсальных станках для смазывания наиболее нагруженных узлов, к примеру, шпиндельной бабки и коробки подач токарно-винторезных станков. Смазывание зубчатых колес и подшипников в редукторах и шпиндельных коробках осуществляют разбрызгиванием.
Ручной способ смазки станков. Трущиеся поверхности смазывают периодически либо непосредственно из ручной масленки, либо с помощью шприцев через специальные отверстия, которые для защиты от грязи закрывают масленками, к примеру, с шариком (рис.4.56а) или поворотной крышкой (рис.4.56б) и др.
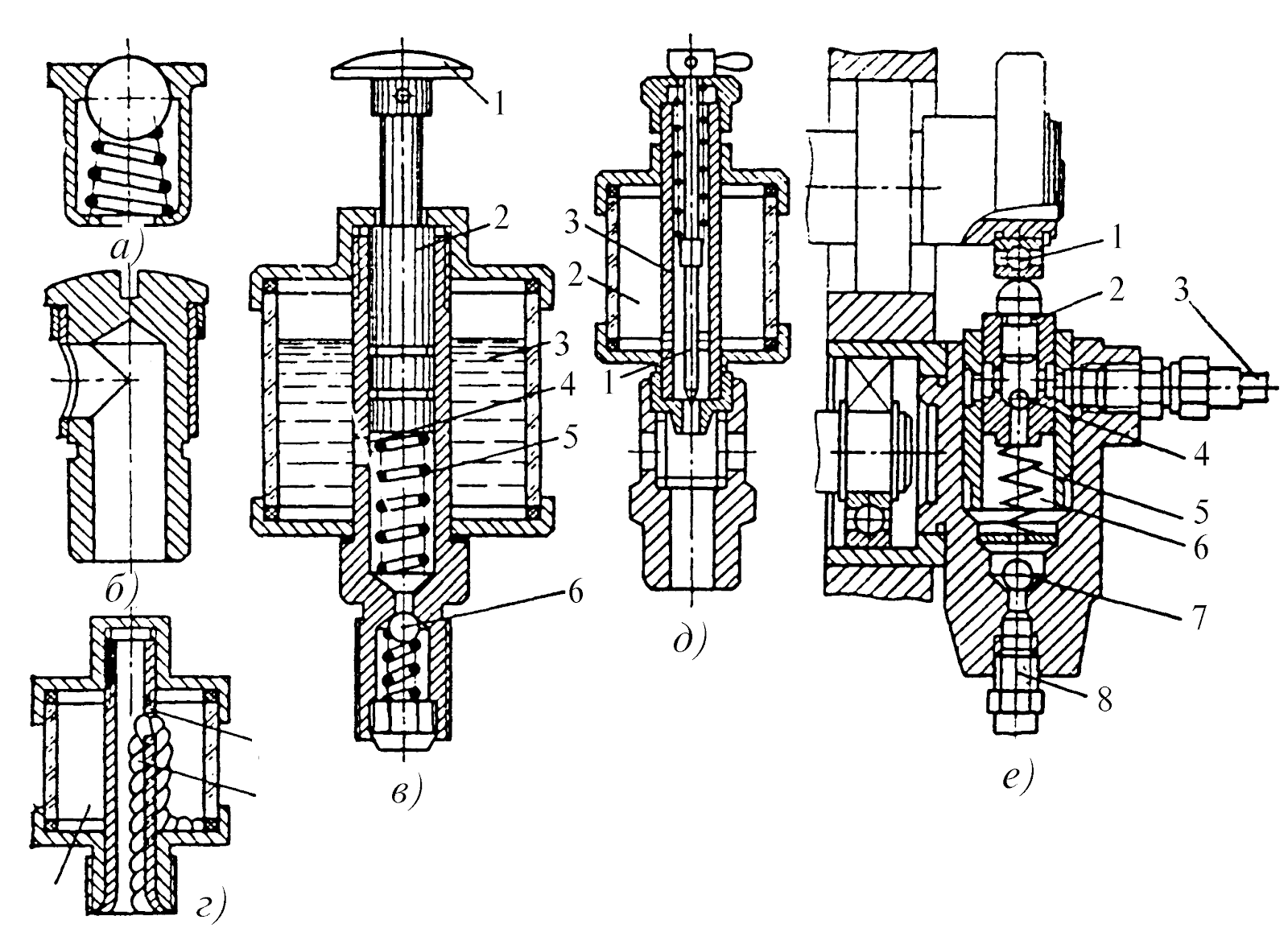
Рис.4.56. Устройства для смазки: а, б, г, д - масленки; в - ручной насос: е - плунжерный насос с приводом от вала коробки скоростей
Иногда для более надежного смазывания некоторых узлов станка используют небольшой ручной поршневой насос (рис.4.56в), установленный на станке. При нажатии на кнопку 1 поршень 2 опускается вниз и, отжимая шарик 6 обратного клапана, подает масло к трущимся узлам. Обратно поршень возвращается пружиной 5, а следующая порция из резервуара 3 через отверстие 4 поступает под поршень.
Фитильный и капельный способы смазки станков. При этих способах смазывание станка осуществляется непрерывно. Для этого периодически заправляют резервуары маслом, из которых оно отводится к трущимся узлам. Для смазывания используют фитильные или капельные масленки простые по конструкции, ввертываемые в соответствующие резьбовые отверстия. В фитильной масленке (рис.4.56г) масло из корпуса 1 подается через трубку 3 к трущимся поверхностям посредством фитиля 2. В капельной масленке (рис.4.56д) масло из корпуса 2 через отверстия в трубке 3 поступает к трущимся поверхностям самотеком, однако количество капель в минуту регулируется перемещением иглы 1.
Дозаторный способ смазки станков. Способ смазывания посредством специальных устройств подача к трущимся поверхностям деталей осуществляется через определенный промежуток времени или в необходимый момент. Простейшим устройством дозаторной смазки является капельная масленка.
Циркуляционный способ смазки станков. Он является надежным способом смазывания. Масло к трущимся поверхностям непрерывно подается под давлением от насоса, азатем самотеком поступает в резервуар. Для смазывания поверхностей узлов станка может быть применено несколько отдельных насосов. Количество масла, идущего на смазывание узла, легко регулируется специальными устройствами.
На рис.4.56е показан плунжерный насос, устанавливаемый на консольно-фрезерных станках, для смазывания коробок скоростей. Плунжер 2 получает возвратно-поступательное движение от пружины и шарикоподшипника 1, установленного эксцентрично на одном из валов коробки скоростей. При перемещении поршня вверх жидкость из резервуара через трубку 8 и обратный клапан 7 засасывается в полость 6. При движении поршня вниз обратный клапан 7 закрывается, и масло под напором подается через клапан 4 в трубопровод 3 и далее к узлам станка, с которых оно стекает в резервуар.
Способ смазки разбрызгиванием (картерная смазка станков). Его используют для смазывания таких узлов, как коробки скоростей и подач, корпуса которых также являются резервуаром. Разбрызгивание осуществляется либо специальной крыльчаткой, установленной на быстроходном валу коробки и погруженной лопастями в масло, либо одним из зубчатых колес коробки, погруженным в на высоту зуба.
Комбинированный способ смазки станков. В станке обычно трудно или нецелесообразно применять только один какой-либо способ смазывания. Поэтому используют комбинированный способ, который может включать в себя несколько различных способов смазки.
Системы смазки токарных станков
Система смазывания в станке может быть индивидуальной, когда для каждой трущейся пары имеется индивидуальные масленка или насос; групповой, когда одна масленка или насос служит для подачи масла в несколько мест смазки; централизованной, когда для смазывания узла станка используют один насос.
Чаще всего в станке применяют сразу несколько систем смазывания.
На рис.4.57а приведена система смазывания токарно-винторезного станка, включающая в себя автоматическое централизованное смазывание шпиндельной бабки от шестеренного насоса 5А, автоматическое смазывание фартука от плунжерного насоса 5Б, смазывание от ручного насоса 2 каретки, масленки 3 поперечных салазок и задней бабки; смазывание разбрызгиванием сменных шестерен, ходового винта и валика при заливании масла в емкости 6. Наличие жидкости контролируют по указателю 1, а очистка осуществляется фильтрами 7.
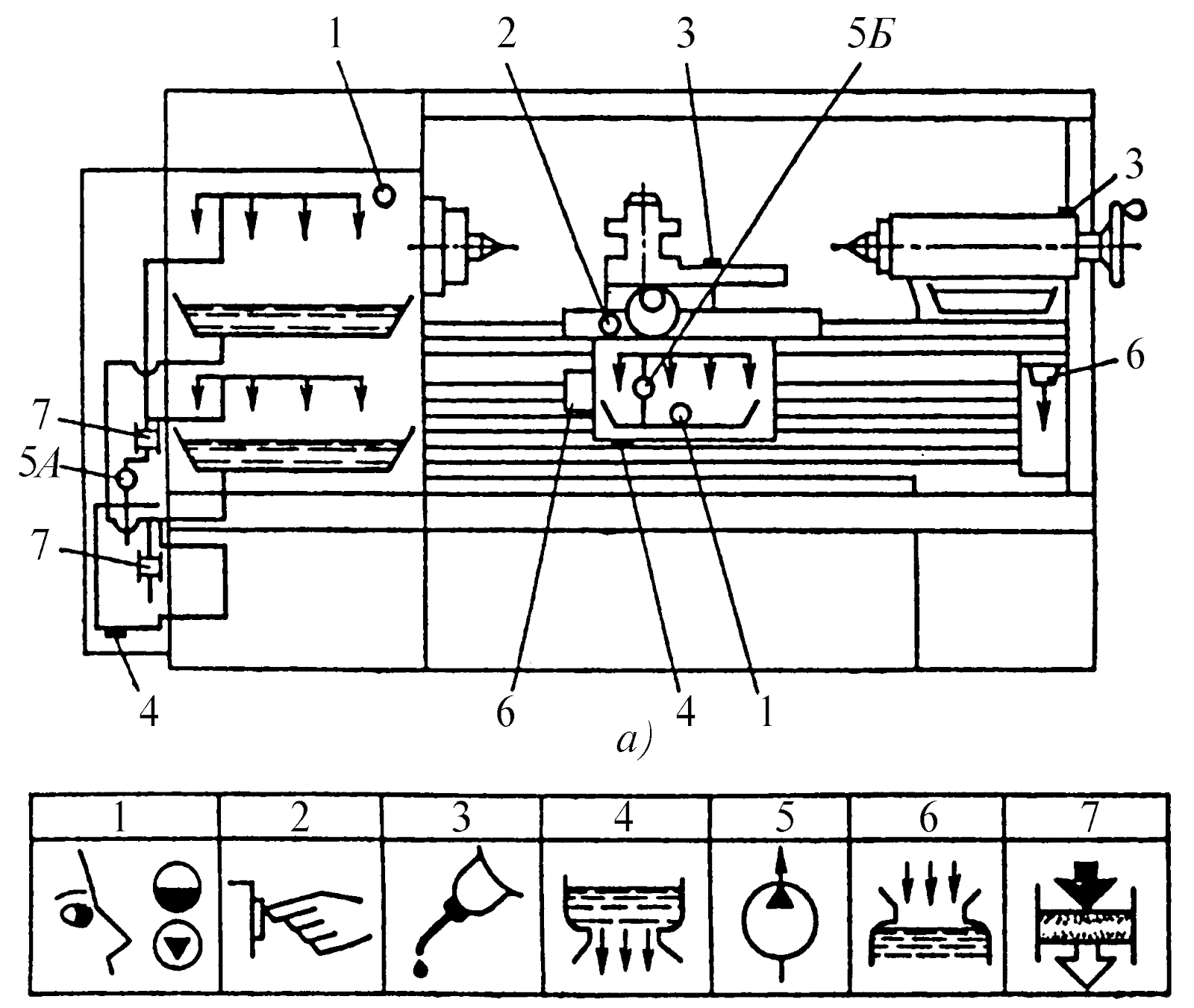
Рис.4.57. Схема смазки токарного станка
На рис.4.58 показана схема смазывания токарного станка с ЧПУ мод.16А20Ф3С32.
Шестеренный насос 2 всасывает масло из резервуара 1 и подает его через сетчатый фильтр к подшипникам шпиндельного узла и зубчатым колесам. Для контроля насоса служит дополнительное реле 12, смонтированное после сетчатого фильтра 4.
При наличии потока в системе смазывания реле дает команду о готовности к работе главного привода. В случае выхода из строя электродвигателя станции смазывания реле подает сигнал на выключение двигателя главного привода станка.
Для визуального контроля работы станции смазывания установлен маслоуказатель 11. Его вращающийся диск свидетельствует о работе системы смазывания. В процессе работы контролируют состояние фильтра 4ипо мере засорения производят промывку его элементов в керосине не реже 1 раза в месяц.
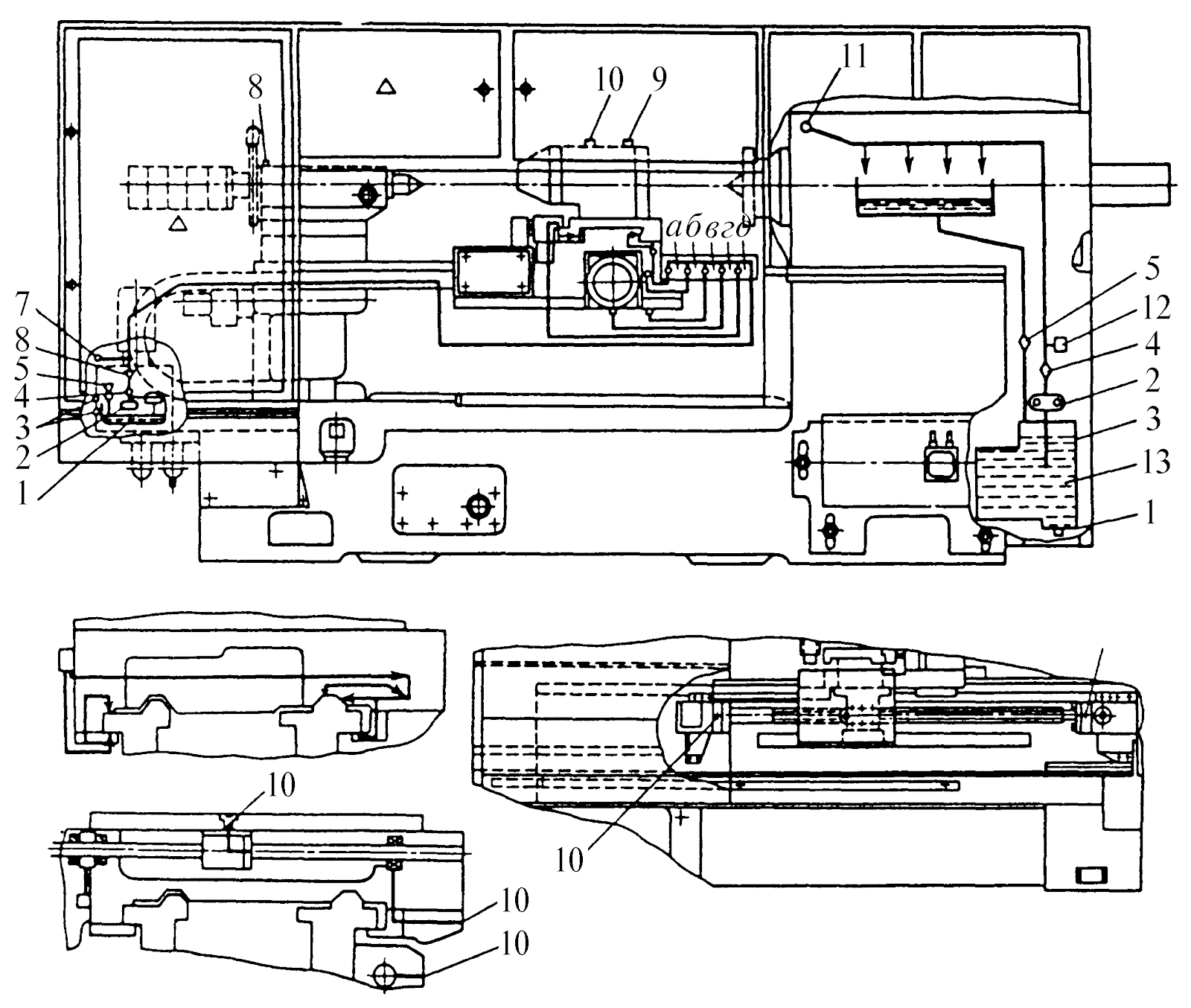
Рис.4.58. Схема смазки токарного станка с ЧПУ
Из шпиндельной бабки масло через сетчатый фильтр и магнитный патрон 5 сливается в резервуар.
Уровень проверяют по риске маслоуказателя 3 на резервуаре.
В станке применена автоматическая система смазывания направляющих каретки и направляющих станины от станции, которая расположена на основании.
При включении насоса станции смазка под давлением 0,1–0,2 МПа подается через шланги к коллектору на каретке. На это давление отрегулирован подпорный клапан; величина давления контролируется манометром 7.
Насос станции включается при включении станка и в дальнейшем его включение осуществляется по команде от электроавтоматики станка или УЧПУ (с интервалом 45 мин). Подача через 3–5 с прекращается от электроавтоматики станка или ЧПУ. За это время необходимая порция поступает от коллектора ко всем точкам смазывания каретки. Обратный клапан служит для исключения попадания загрязненного масла на станцию.
При необходимости в дополнительной подаче нажимают кнопку «Толчок смазки», и оно подается в течение всего времени нажатия кнопки.
В коллекторе системы смазывания предусмотрено 5 выходных магистралей: по линии а масло подается на переднюю наклонную поперечную направляющую каретки; по линии б - через медную трубку в каретке на призматическую продольную направляющую каретки и нижнюю переднюю планку каретки; по линии в - к задней плоской направляющей и нижней задней планке каретки; по линии г - к заднему опорному подшипнику винта поперечного перемещения; по линии д - к задней прямоугольной поперечной направляющей каретки.
Консистентной смазкой смазывают подшипники опор винта продольного перемещения, подшипник передней опоры винта поперечного перемещения, винтовые пары продольного и поперечного перемещения, а также подшипники автоматической головки. На винтовых парах продольного и поперечного перемещения, правой опоре винта поперечного перемещения, а также в корпусе универсальной автоматической головки для этого установлены пресс-масленки 8, 9,10. Места консистентной смазки обозначены знаком «+» (см. рис.4.58). Механизм автоматической инструментальной головки смазывают маслом индустриальным И–30А.
На рис.4.59 в качестве примера приведена схема смазки широкоуниверсального консольно-фрезерного станка мод.6Р82Ш. В станке использованы все способы и системы смазки. Подшипники, зубчатые колеса коробки скоростей горизонтального шпинделя и механизма переключения скоростей смазываются от отдельного плунжерного насоса (см. рис.4.56е), приводимого в действие эксцентриком 1, посаженным на вал коробки скоростей. Резервуаром для масла является станина. Масло в резервуар заливают через угольник 19 (рис.4.59) до середины маслоуказателя 5. Работа системы смазывания контролируется по протеканию масла в маслоуказатель 6. Жидкость из резервуара сливается через патрубок 18.
Смазывание подшипников, зубчатых колес коробки подач и механизма переключения подач осуществляется от отдельного плунжерного насоса, установленного в коробке подач. В консоль масло заливают через угольник 16 до середины маслоуказателя 17. Работу системы контролируют по маслоуказателю 3. Слив производится через коробку 15.
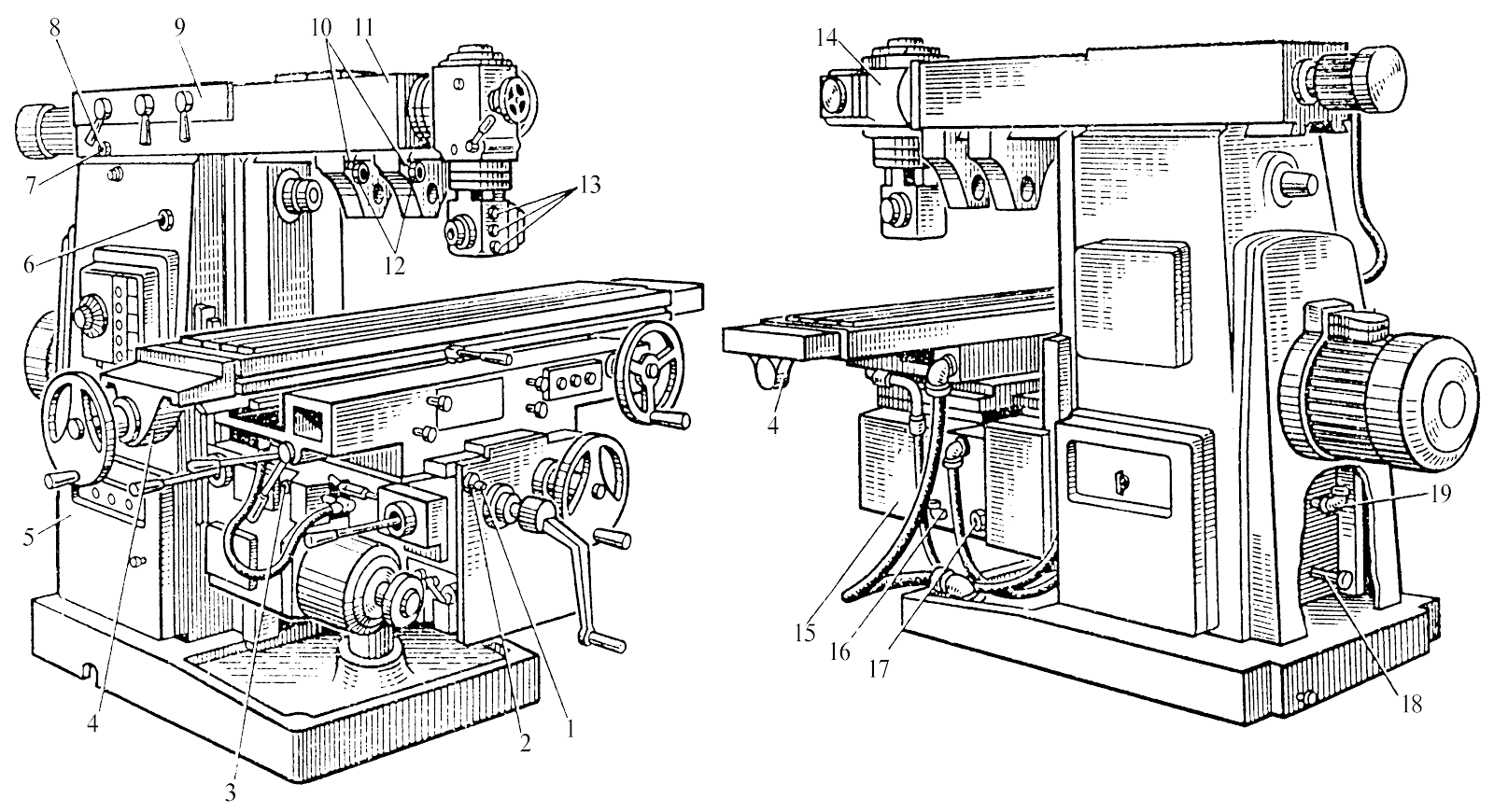
Рис.4.59 Схема смазки широкоуниверсального консольно-фрезерного станка мод.6Р82Ш
Смазывание узлов коробки скоростей хобота выполняется разбрызгиванием. Масло заливают в хобот через пробку 9 до середины маслоуказателя 8. Из резервуара жидкость сливается через пробку 7. Узлы накладной и поворотной головок и концевых опор продольного винта смазывают через масленки 11, 13 и 14 посредством шприца.
Направляющие консоли, салазок, стола, механизм продольного хода стола смазываются периодически от плунжерного насоса, расположенного в консоли. Насос засасывает масло из резервуара консоли. Кнопками 1 и 2 управляют потоком масла к смазываемым узлам. Для смазывания подшипников серьги используют капельную масленку. Масло заливают в корпус серьги через пробку 10 и контролируют по маслоуказателю 12. Смазывание опор винта продольной подачи производят шприцеванием через масленки 4. Для смазывания поворотной и накладной головки, опоры продольного ходового винта, где установлены отдельные масленки для шприцевания, используют консистентную смазку. Остальные узлы станка смазывают индустриальным маслом 30.
Перед пуском станка проверяют уровень в резервуарах по соответствующим маслоуказателям, шприцуют через масленки все точки смазки, прокачивают несколько раз ручной насос для смазывания направляющих и механизма продольного хода стола. После пуска станка через 2–3 мин. масло должно показаться в глазках контрольных маслоуказателей.
Схема смазки продольно-фрезерного станка мод.6610 показана на рис.4.60.
В станке смазываются подшипники и зубчатые пары фрезерных головок 2 и 3, коробки подач 7 и 17 вертикальных и боковых фрезерных головок, коробки 5 привода подачи боковых головок, редуктор 13 привода подач стола 14, редуктор 11 механизма перемещения траверсы 16, редуктор 20 механизма зажима траверсы, червячная коробка 15 и муфта 12 привода стола, каретки 21 фрезерных головок, механизм поворота 22 фрезерных головок, винтовые пары 4, 8 и 19 механизмов подачи фрезерных головок, подъема и зажима траверсы, направляющие 18 кареток, направляющие 6 станины, оси 9 направляющих роликов троса и сам трос 1, ось 10 поворота подвески кнопочной станции. Буквами М, Н и С обозначены наливная горловина, маслоуказатель и место слива для каждого смазываемого узла станка. В станке применены все системы и способы смазывания.
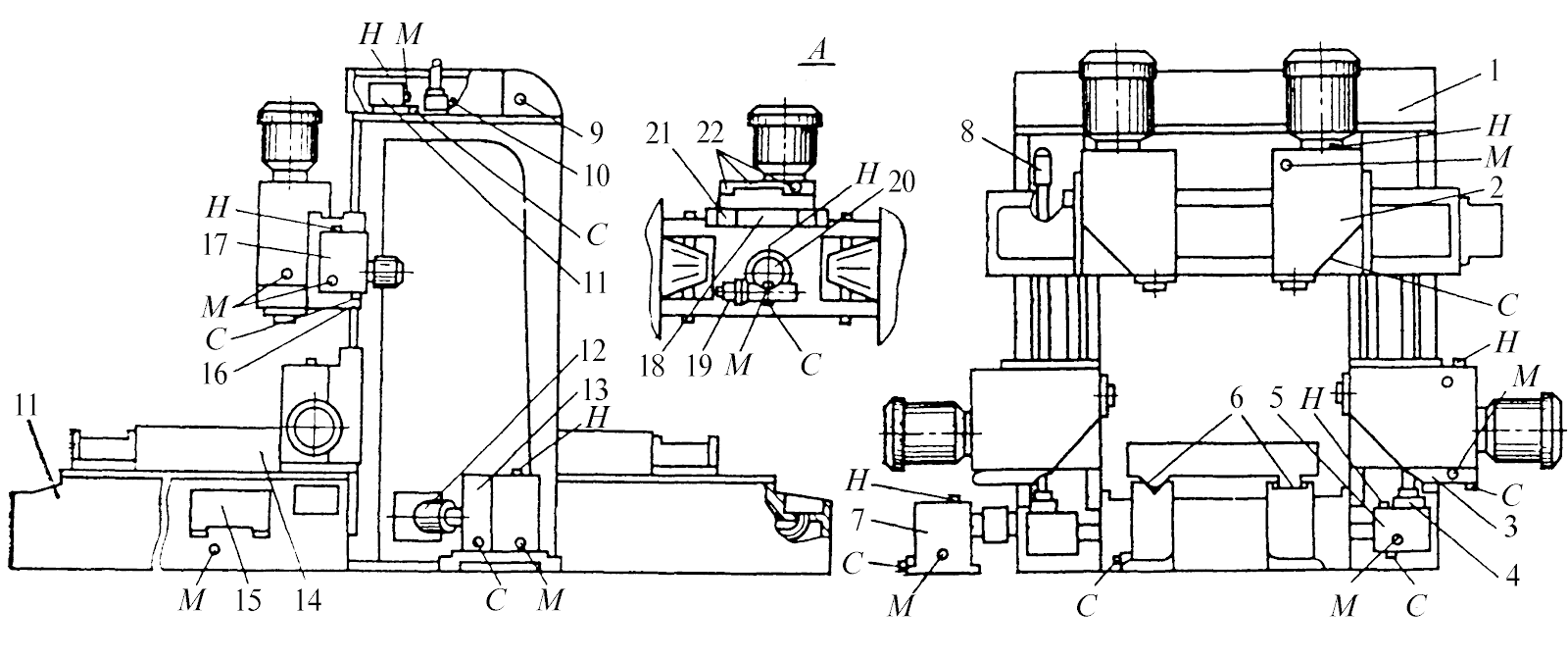
Рис.4.60. Схема смазки продольно-фрезерного станка мод.6610.
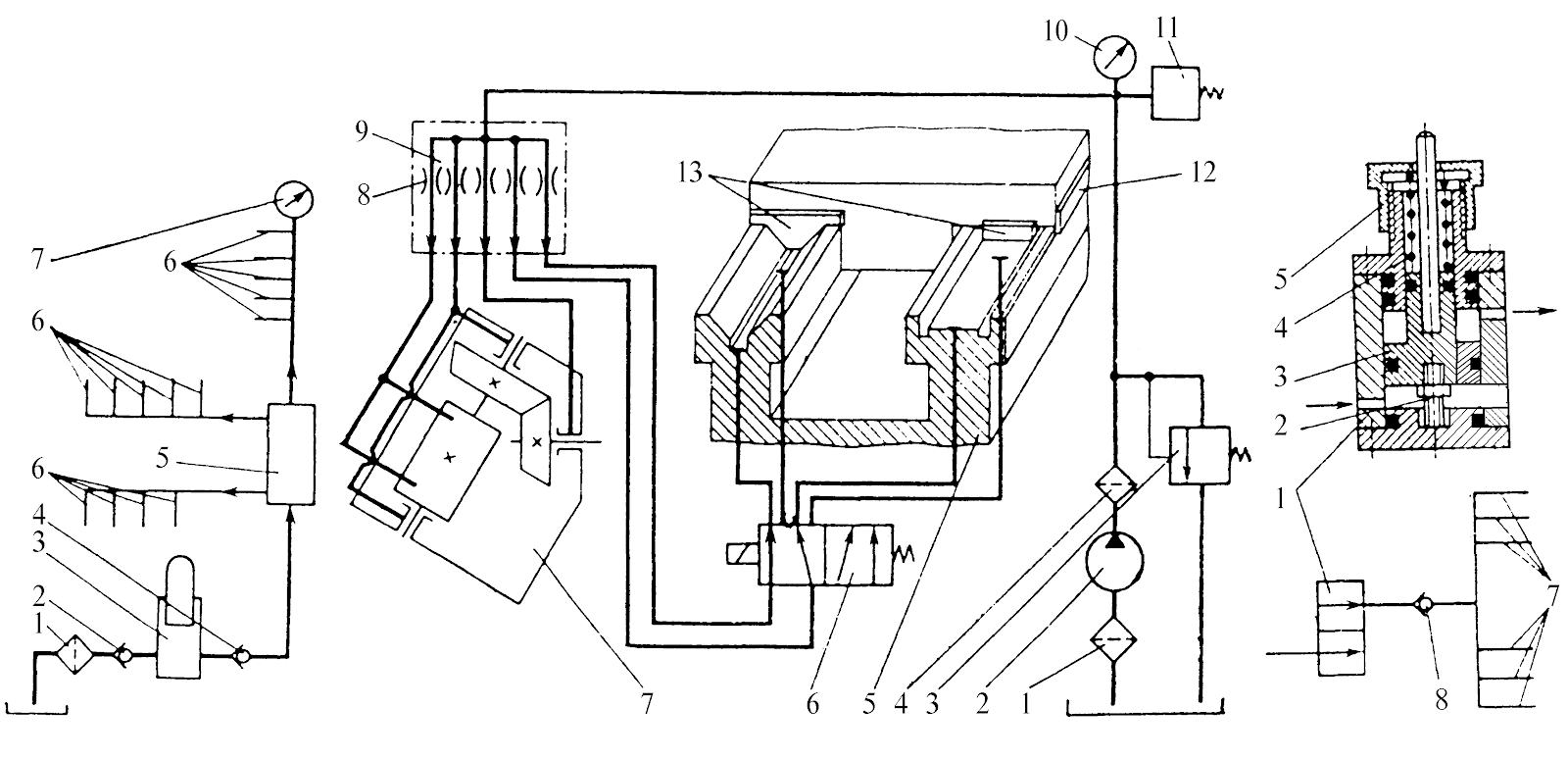
Рис.4.61. Схема смазки узлов продольно-фрезерного станка мод.6610.
Система смазывания фрезерной головки включает плунжерный насос 3 (рис.4.61б), который засасывает смазку через фильтр 1 и обратный клапан 2 из резервуара корпуса фрезерной головки и нагнетает его через обратный клапан 4 и распределитель 5 по трубопроводам 6 к зубчатым колесам и подшипникам головки. Плунжерный насос приводится в действие от кулачка 7 (см. рис.4.61а), расположенного на валу коробки скоростей. Контроль за работой системы производят по маслоуказателю и посредством манометра 7 (рис.4.61а).
Смазывание подшипников шпинделя в пиноли выполняют вручную консистентной смазкой.
Смазывание коробок подач вертикальных и боковых фрезерных головок, коробок привода подачи боковых головок, редуктора привода подач стола, редукторов механизмов перемещения и зажима траверсы производится разбрызгиванием масла, залитого в корпуса соответствующих узлов.
Смазывание направляющих станины 5 и червячной коробки 7 привода стола осуществляется от отдельного шестеренного насоса 2 (рис.4.61б). Резервуаром является станина. Шестеренный насос засасывает масло из резервуара через фильтр 1 и подает его через пластинчатый фильтр 4 к маслораспределителю 9, в котором имеются дроссели 8. Посредством их регулируется количество подаваемого вещества к каждому месту смазывания: зубчатым парам и подшипникам червячной коробки, направляющим станины. Масло к каждой направляющей станины подводится в двух точках. Когда стол находится над одной из точек, подача в другую точку прекращается за счет переключения золотника 6 кулачком, смонтированным на столе.
Давление в системе смазывания регулируется напорным золотником 3. Давление контролируют по манометру 10. В системе предусмотрен автоматический контроль давления посредством реле 11, которое дает команду на остановку стола при понижении давления. Для защиты направляющих стола от попадания стружки, пыли, воды на торцах стола установлены скребки 13, по бокам стола закреплены щитки 12 и направляющие станины закрыты телескопическими щитками.
Направляющие кареток и гайки ходовых винтов смазываются под давлением с использованием дозаторов, приводимых в действие от гидросистемы зажима и отжима кареток. При подаче команды с пульта управления станком на перемещение каретки сначала срабатывает гидравлический механизм отжима и одновременно смазка поступает в нижнюю полость цилиндра дозатора 1 (рис.4.61в), поршень 3 перемещается вверх и выдавливает масло из верхней полости цилиндра через клапан 8 в трубопровод 7 на смазку направляющих каретки и гайки ходового винта.
После остановки каретки срабатывает механизм ее зажима, одновременно нижняя полость цилиндра дозатора соединяется со сливом. Поршень под действием пружины 4 перемещается вниз, а смазка через дросселирующее отверстие6 в поршне заполняет верхнюю полость цилиндра.
Количество масла, подаваемого дозатором за один цикл отжима и зажима каретки, регулируется в дозаторе винтом 2. Он ограничивает ход поршня. Частично расход на смазывание можно отрегулировать колпачком 5, сжимающим пружину 4; чем больше она сжата, тем при меньшем ходе поршня вверх уравновесятся силы, действующие на поршень снизу и сверху. Для остальных элементов станка, таких, как механизм поворота фрезерных головок, оси направляющих роликов троса, оси рычагов зажима траверсы и др., используется консистентная смазка через пресс-масленки шприцем.
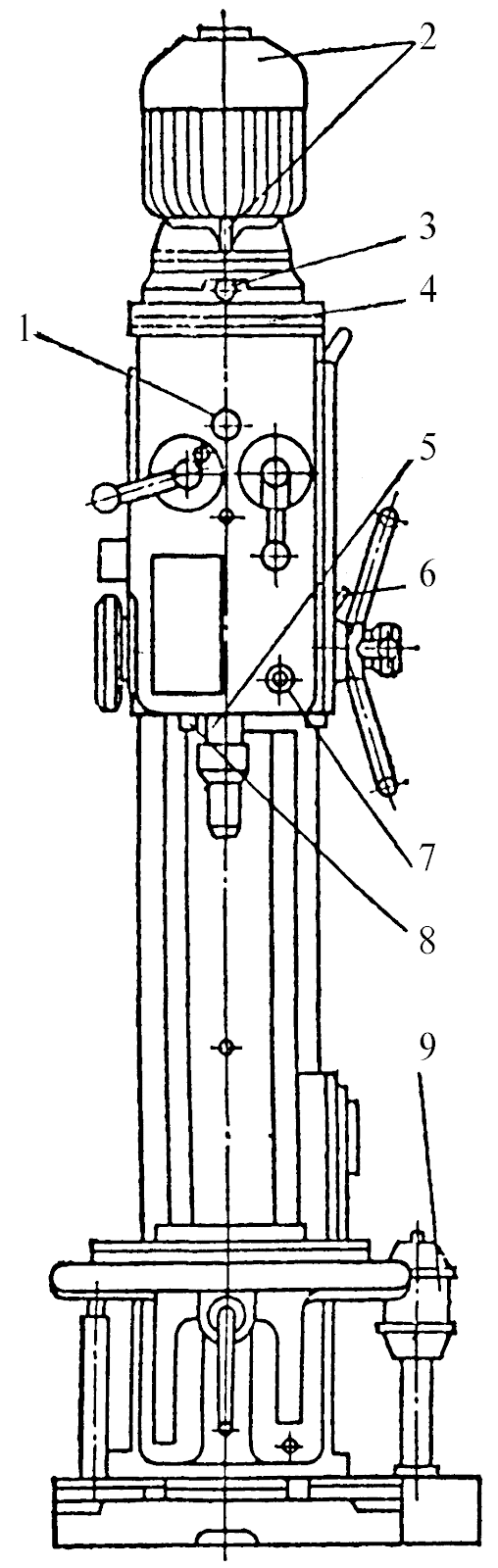
Рис.4.62. Схема смазки вертикально-сверлильного станка
На рис.4.62 показана схема смазывания вертикально-сверлильного станка. В станке используется и циркуляционное, и индивидуальное смазывание. Для подшипников и зубчатых колес коробки скоростей и подач, механизма подачи 4 применено циркуляционное смазывание от плунжерного насоса. Для этого 10 л индустриального масла 20 заливают через точку 6 залива масла. Для контроля поступления служит маслоуказатель 7 и контрольный глазок 3. Полную смену производят 1 раз в три месяца. Масло сливают через отверстие 8. Подшипники 1, 5 шпинделя смазывают консистентной смазкой ЦИАТИМ–201 1 раз в месяц. Подшипники электродвигателя и приводного колеса 2, подшипники электронасоса 9 набивают солидолом 1 раз в шесть месяцев.
На рис.4.63 дана схема смазки круглошлифовального полуавтомата модели 3М151.
В шпиндельных опорах быстроходных точных шлифовальных станков выделение теплоты должно быть минимальным, поэтому используют маловязкие масла. Смазывание подшипников принудительное от специальной масляной системы. Перед поступлением в подшипник смазку пропускают через фильтр тонкой очистки. Устройство для тонкой очистки обычно комплектуется из войлочного фильтра, воздушного фильтра и магнитного патрона. Войлочные фильтры имеют чугунный стакан, к которому винтами плотно прикреплена крышка и труба с прорезями и закрепленными на ней фильтрующими элементами. Диаметр фильтрующих элементов – войлочных колец 40–50 мм. В пакете находится от 13 до 36 колец. Фильтрующие элементы должны быть прижаты друг к другу так, чтобы масло проходило только через войлок. Поступающее в фильтр масло омывает фильтрующий пакет снаружи, пройдя сквозь войлок, оно через прорези попадает внутрь трубы и выходит из фильтра. Фильтр тонкой очистки монтируют на нагнетающей магистрали или на сливе с таким расчетом, чтобы его пропускная способность была выше производительности насоса. Фильтрующие элементы необходимо регулярно менять (не реже одного раза в три месяца). Эффективным средством предотвращения загрязнения системы является непрерывная очистка воздуха, циркулирующего в пространстве резервуаров над уровнем масла. Для этой цели на крышке резервуаров устанавливают воздушные фильтры типа Г4522. В качестве фильтрующего материала применяется ткань. Для улавливания магнитных частиц, используют магнитные патроны типа Г42–1, погружаемые в резервуары смазочных систем.
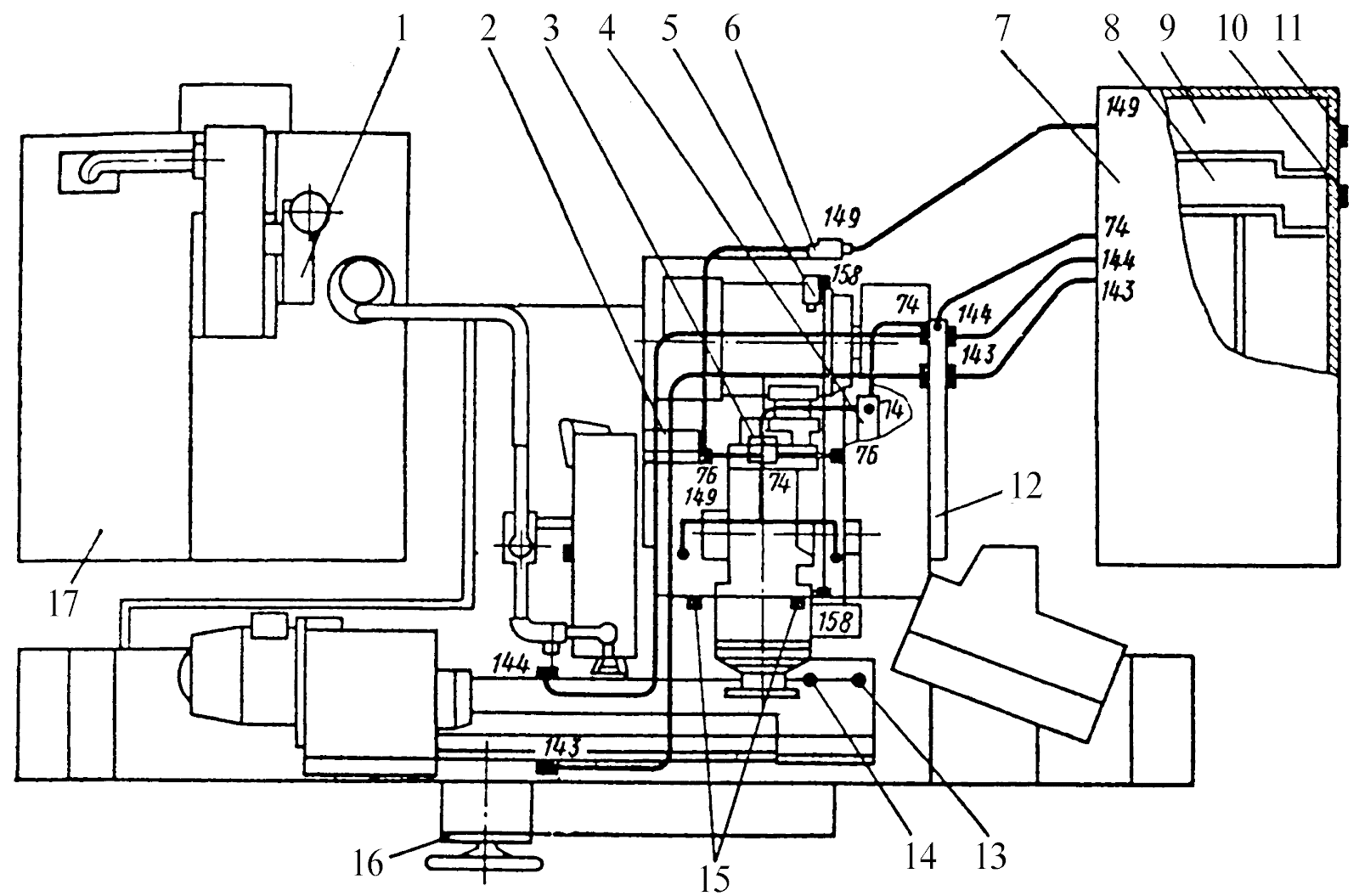
Рис.4.63. Схема смазки станка модели ЗМ151
Смазка подшипников шпинделя шлифовальной бабки 12 осуществляется «Велосит Л», которое находится в резервуаре 9, расположенном в основном гидроагрегате 7. Масло поступает от гидроагрегата к шлифовальной бабке по гибкому шлангу 74–74, а затем по трубам поступает к колодкам 4, 3 и распределяется по подшипниковым камерам. Постоянная циркуляция в подшипниковых камерах производится насосной установкой производительностью 5 л/мин, установленной в гидроагрегате 7 с маслоуказателем смазки 11. Смазка поступает в подшипниковые камеры под давлением 3–5 МПа, проходя последовательно через фильтры грубой и тонкой очистки. Из подшипниковых камер масло сливается в масляный резервуар через точки 76–149 через колодку 6, предварительно пройдя через маслоуказатели 15 и струйное реле 2, которое расположено на шлифовальной бабке. Маслоуказатели служат для визуального контроля циркуляции в подшипниковых камерах, а струйное реле – для автоматического отключения привода шпинделя шлифовальной бабки при отсутствии циркуляции масла. Включить вращение круга невозможно до тех пор, пока масло не наполнит подшипниковые камеры и не потечет через струйное реле. При смене масла его сливают из резервуара, промывают резервуар керосином, заливают чистый керосин в резервуар и насосной установкой прокачивают его в течение 10–15 минут через систему смазки, после чего сливают керосин. Промывку системы выполняют 2–3 раза, заливают чистое масло в резервуар и на 10–15 минут включают насосную установку. Уровень в резервуаре контролируется по маслоуказателю 10.
Смазывание передней опоры ходового винта осуществляется принудительно при поступлении смазки из дренажа тормозного золотника 5 цилиндра быстрого подвода по трубе 158–158. При необходимости в контроле поступления масла к опоре снимают шток с заднего торца шлифовальной бабки и ослабляют гайку, которая крепит трубу 158– 158 к золотнику 5. Убедившись в поступлении из золотника 5, затягивают гайку вновь.
Смазывание направляющих стола производится автоматически посредством лопастного насоса. В гидроагрегате предусмотрен отдельный резервуар для смазывания направляющих стола. емкость заполняется антикоррозионным маслом. При смене необходимо предварительно промыть керосином резервуар смазки направляющих. Подача на каждую направляющую регулируется отдельными дросселями, расположенными в гидроагрегате. Масло к призматической направляющей поступает от гидроагрегата 7 по трубам 144–144. К плоской направляющей масло поступает по трубам 143–143. Уровень в резервуаре контролируется по маслоуказателю 10. Роликовые шины направляющих шлифовальной бабки набиваются консистентной смазкой при сборке станка. Шины смазываются смазкой ЦИАТИМ-203. При ремонте роликовые шины промывают керосином и набивают новой смазкой.
Пиноль задней бабки смазывается через масленки 13 и 14 маслом «Турбинное 22». Пиноль смазывают не реже одного раза в смену. Роликовые направляющие шпонки ходового винта набиваются консистентной смазкой ЦИАТИМ-203 на заводе-изготовителе и не нуждаются в смазке в процессе эксплуатации. Смазывание зубчатых передач механизма подач осуществляется утечками из гидродвигателя. Смазывание зубчатых колес 16 механизма ручного перемещения стола и подшипников качения производится консистентной смазкой ЦИАТИМ-203. Редуктор сепаратора 1 смазывается маслом «Турбинное 22», поступающим из резервуара 17. При эксплуатации станка периодически (раз в смену) необходимо производить частичную очистку пластинчатого фильтра поворотом рукоятки на 2-3 оборота. Полную очистку фильтра производят не реже одного раза в месяц. Нормальный нагрев масла в гидросистеме не должен быть выше 40 - 45° С.
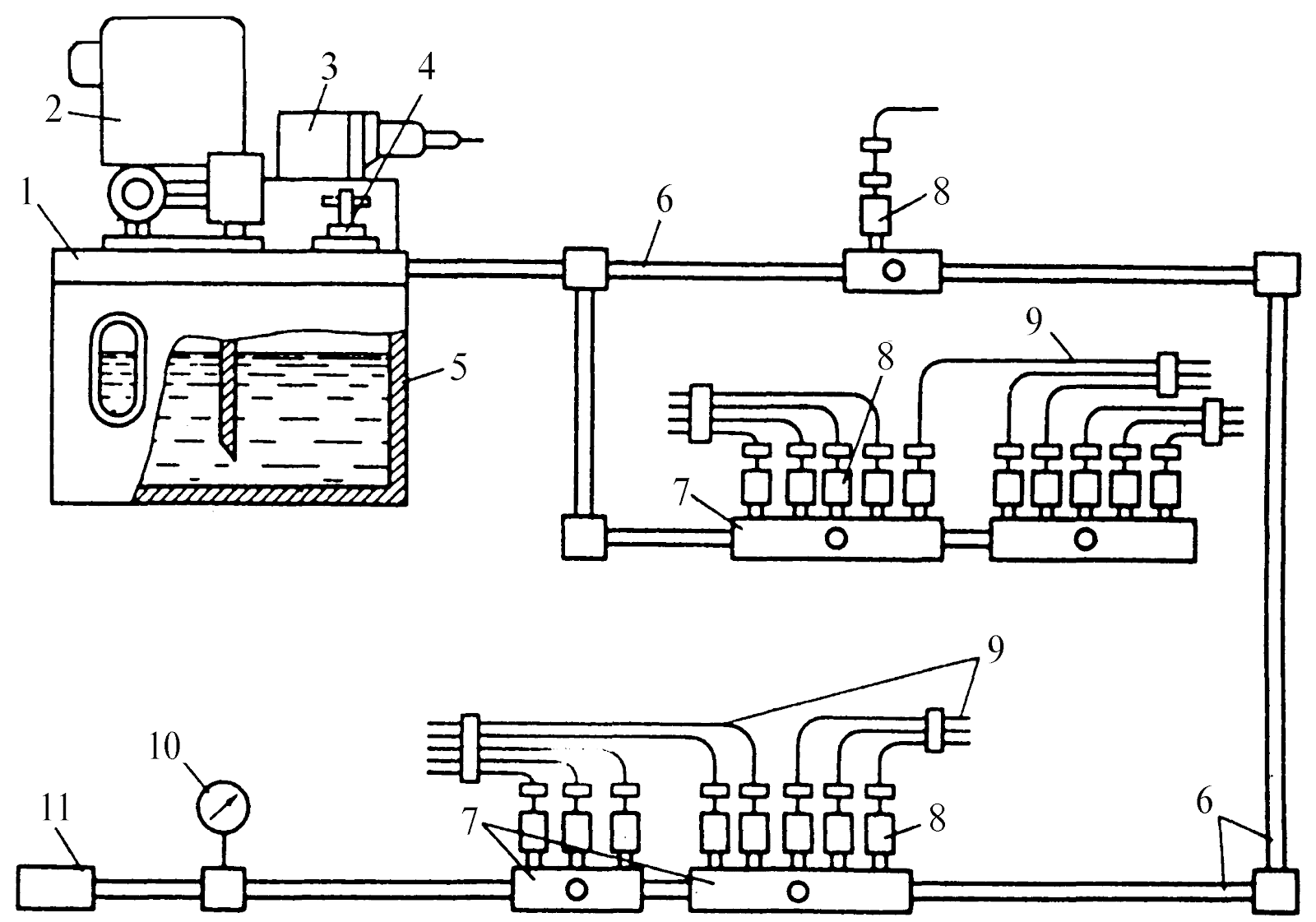
Рис.4.64. Централизованная импульсная система смазки
В автоматических линиях из агрегатных станков используется централизованная автоматическая система смазки, которая помимо выполнения своей основной функции осуществляет также функции контроля, т.е. отключает станок при отказах системы смазки.
На рис.4.64 показана централизованная импульсная система смазки, которая состоит из станции 1 (с резервуаром 5 масла, пластинчатым насосом 2, предохранительным клапаном 3, фильтром 4) и магистрального трубопровода 6, по которому масло поступает к распределителям 7 и от них к дозаторам 8. От дозаторов по трубкам 9 передается к точкам смазки. Давление в системе контролируется реле давления 11 и манометром 10, расположенными в конце магистрального трубопровода. Подача к точкам смазки в централизованной системе происходит периодически через заданное число циклов работы оборудования. Масло подается к точкам смазки с момента появления импульса давления в магистральном трубопроводе. Дозаторы располагаются на подвижных и неподвижных узлах станков и соединяются трубами или гибкими шлангами. Реле давления 11, настроенное по манометру 10, при достижении требуемого давления подает электрический сигнал в реле времени, контролирующее время работы электродвигателя насоса 9. По истечении этого времени (8–10 с.) отключается электродвигатель насоса и реле счета циклов, и цикл повторяется.
Во время эксплуатации оборудования необходимо постоянно следить за работой системы смазывания, уровнем масла в резервуаре, своевременно вручную производить смазывание узлов согласно прилагаемой инструкции, содержать оборудование в чистоте, следить за исправностью различных устройств (уплотнений, щитков, скребков и т.п.), защищающих трущиеся пары от загрязнения.
На каждый станок (и устройство с ЧПУ) в руководстве по эксплуатации имеется схема смазывания с наглядным указанием мест смазывания и карта смазывания, содержащая перечисления мест и способа смазывания, марок смазочного материала, периодичности смазывания или замены, количества заливаемого масла.
Для удобства обслуживания станка схему и карту смазывания вывешивают возле станка. Возле мест смазывания должны быть символы, соответствующие сорту смазочного материала. Символы окрашиваются в цвета, обозначающие периодичность смазывания станка.